详解铝合金电池托盘和电池包的核心技术
研究以铝合金型材为整体的结构的电池包壳体,对铝合金型材断面、搅拌摩擦焊接接头、连接工艺等方面做了分析研究,并在成本、工艺性等方面做综合比较,通过CAE对设计的具体方案做多元化的分析验证。
合理的结构设计和连接方式,可以轻松又有效地保证壳体整体强度,降低加工难度,使壳体减重,为电池包壳体的轻量化设计提供参考。
经过近几年的快速地发展,目前我国已变成全球新能源汽车产销第一大国。随国家2019年新能源汽车补贴政策的出台和续航能力要求的提高,对电池系统单位体积内的包含的能量提出了更高的要求。
提升电池单位体积内的包含的能量有两种路径:一是增加单体电芯的比能量;二是电池包的结构轻量化。提升单体电芯的比能量,技术难度大,研发周期长,资金投入大,相比之下,使电池包的结构轻量化则更容易实现。
铝合金在汽车上的应用早已屡见不鲜。铝合金具有密度低、比强度高、耐热性、抵抗腐蚀能力及导热性良好、无磁性、成型容易、回收价值高等诸多优点,因此是电池包轻量化设计的理想材料。
就目前发展来看,铝合金壳体和塑料上盖的方案具有轻量化前景。壳体采用铝挤压型材 + 搅拌摩擦焊 + MIG焊的方案,综合应用成本低,性能满足要求,且可实现水冷电池的循环水道的集成。
上盖采用非金属上盖,主要用到PP/玻纤 + LFT-D模压工艺,既能提高生产的效率也可满足火焰燃烧和密封性能的要求,且模具成本较低。
铝合金电池包壳体已在多款新能源汽车上应用,例如,比亚迪宋和唐、蔚来 ES8、北汽EV系列等。该壳体可提升电池包单位体积内的包含的能量,增加续航里程。由此可见,铝合金电池包壳体具有广阔的市场前景。
典型的铝合金拼焊电池包壳体如图1所示。壳体主要由铝合金型材边框和铝合金型材底板构成,采用6系挤压型材拼焊而成。
为保证焊接强度和密封性,选用低应力变形小的搅拌摩擦焊,铝合金型材适用的标准件一般有钢丝螺套、拉铆螺母、压铆螺母。
除标准件外,其余为100%铝合金材质。该壳体强度高、重量轻、抵抗腐蚀能力好。

边框和底板为铝合金挤压型材,材料一般都会采用6061-T6(屈服强度 240 MPa, 抗拉强度260MPa)、6005A-T6(屈服强度215 MPa,抗拉强度255 MPa)和6063-T6(屈服强度170 MPa,抗拉强度215 MPa)等,根据断面复杂程度、成本、模具消耗等因素考虑具体选用何种牌号。
图 2 是边框的典型断面,由多个空腔组成,材质为6061-T6,壁厚最薄处 2 mm。
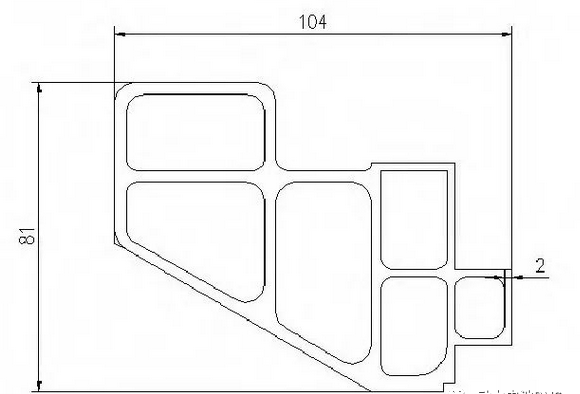
边框主要有两种加工方案:一是进行整体型材挤压,然后机加工,零件一体性好,强度有保证,但加工量大,成本比较高;另一种是采用型材拼焊的方式,此种方案成本较低,但焊缝强度较弱,需要验证焊缝强度是不是满足要求。
图3是底板的典型断面,由多个空腔组成,包括上部凸起,上部凸起大多数都用在电池模组的安装。
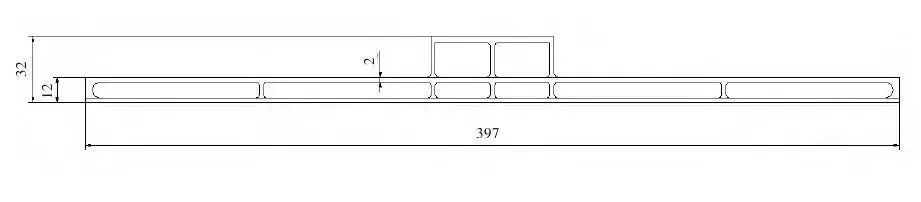
因断面尺寸较大,且厚度只有2mm,所以最终选择材质6005A-T6。上部凸起如要安设钢丝螺套,可将上部空腔做成实心。
边框和底板是电池模组的承载者,对强度要求比较高,所以一般都选用具有型腔的双层断面来保证强度,底板厚度一般为10mm左右,壁厚2mm。较少使用单层铝板。
铝合金电池包壳体的主要连接方式有:搅拌摩擦焊接、MIG、拉铆、压铆以及少量弧焊和胶粘。
底板与底板、底板与边框主要用搅拌摩擦焊连接。焊缝强度可达母材80%左右。
焊接效率高,在 0.4-100 mm 厚度范围内能轻松实现单焊道焊接成型;
图 4 为底板型材搅拌摩擦焊接接头,底板与底板之间采用板对接接头双面焊接。双面焊接强度高,变形小。
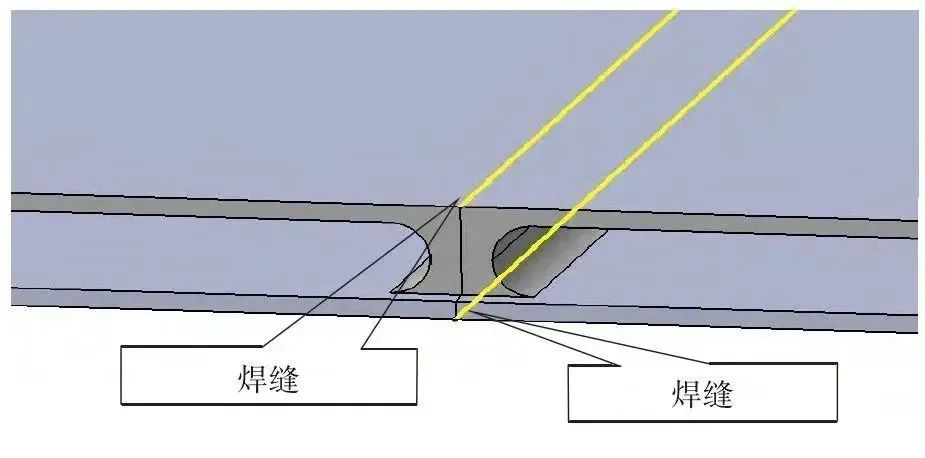
在搅拌摩擦焊接过程中会对工件有一个很大的下压力,所以,就要增加型腔内筋和圆角厚度,焊接深度越大,筋和圆角就越大。

边框和底板之间主要有两种连接方式:一是双面搅拌摩擦焊接;二是外部搅拌摩擦焊接和内部弧焊 + 涂胶。
图 5 是边框与底板双面搅拌摩擦焊接接头形式。为给搅拌头预留出足够的空间,边框与底板连接处伸出长度要足够长,避免边框和搅拌头干涉,以免增加边框型材的尺寸和挤压难度。但双面焊接强度高、变形小,这也是它的主要优势。
图 6 为外侧搅拌摩擦焊接+内侧MIG焊接。底板外侧需搭接在型材边框上,且型材边框搭接处应做成实心,满足搅拌摩擦焊接要求,给焊接提供支撑力;内侧则采用MIG焊接,视情况选择满焊或者断续焊接。


此种连接方式效率高、难度小、成本低,但是因为内部采用了弧焊,焊缝可能有漏水的风险,所以,还要再涂一遍密封胶来保证密封性,这也是它的一个弊端。
由于整车行驶环境的复杂性,尤其是电池包安装在车辆底盘下方或者位置较低的区域,当电动车辆遇到涉水、暴雨等危险工况时,可能会因水汽的侵袭导致电池的电气故障、短路、漏电等危害,因此必须为电池系统提供防水、防尘的环境。
电池包的密封性直接影响到电池系统的工作安全,进而影响到电动车辆的使用安全。
通常,电池包密封防护等级要求达到IP67才可能正真的保证电池包密封防水,这样电池组才不会因为进水而短路。
铝合金电池包壳体的底板与底板之间宜采用搅拌摩擦焊接。由于搅拌摩擦焊接属于固相连接技术,在焊接过程中金属基材不融化,因此,相比熔化焊接减少了气孔、裂纹等缺陷的发生率。所以,为了较好地保证密封性,焊接应优先选用此种焊接方式。
如果边框与底板内部采用弧焊,则需要涂焊缝密封胶来保证密封性。壳体与上盖之间虽然采用发泡硅胶来保证密封,但是,连接的标准件自身也要保证其密封性,壳体法兰一般都会采用M5拉铆螺母。
目前,已有厂家生产可以专门用于电池包的防水密封的表面带胶的拉铆螺母,通过拉铆螺母塑性变形,使胶起到密封作用。
前端使用的盲孔压铆螺母,由于自身具有一定的密封效果,且外部附件也有密封圈,所以不再做单独处理。
表2为某款钢质电池包壳体铝化的情况。从表2数据可知,减重效果达到26.7%。电池包壳体的铝代钢不但可以提升电池包单位体积内的包含的能量,也增加了车辆续航里程。

根据GB/T 31467.3—2015电动汽车用锂离子动力蓄电池包和系统第三部分:安全性要求与测试方法,对铝合金电池包壳体强度、振动、挤压等方面做仿线 某铝合金电池包壳体仿真分析结果


在三级模块体系和平台架构中,整车控制器(VCU)、电机控制器(MCU)和
具有高比强度、高疲劳强度以及良好的断裂韧性和较低的裂纹扩展率,同时还具有优良的成形工艺性和良好的抗腐蚀性,在航空、航天、汽车、机械制造、船舶及化学工业中已被大量应用。
随着汽车向轻量化、智能化、网络化、电动化发展,新能源汽车成为全世界汽车产业转型发展的主要方向。作为新能源汽车“心脏”的锂
射频标签就是含有物品唯一标识体系的编码的标签。这种唯一标识体系包括产品电子代码EPC
材料适当减轻汽车的重量可以把油耗降低37%;悬挂装置的负荷降低18%;振动强度降低5%。在各大汽车厂加大对
本,影响了生产效率和制造质量。而激光焊接具有功率密度高、焊接热输入低、焊接热影响区小和焊接变形小等特点,使其在
压力调节阀安装形式为螺纹式安装,标准制公制螺纹可以让安装更简单方便,而且也很牢靠,不会轻易松落。
那么,插电式混动车别克VELITE6搭载的新一代模块化高性能三元锂离子
设计材料,经过锯切-正反面摩擦搅拌焊-机加工-清洗等主要加工工序,成为具有高刚性、抗震
气密性检测仪,随着科学技术的快速的提升和环保的需要,新能源电动汽车慢慢的变成了未来发展的趋势,而新能源
本文论述了使用Object ARX 为开发工具,以AutoCAD 2000 为平台,开发
都属于轻工程金属材料,相比其它金属,它们都有“一轻一高三好”的特点———比
,因此其特定的机械性能(性能/密度)在重量减轻很重要的应用中提供了竞争优势。例如运输
具有较高的比强度、比刚度,良好的耐腐蚀和抗老化性能、加工性能和力学性能, 已成为航空航天、舰船等载运领域结构轻量化制造不可或缺的金属材料,其中飞机应用最多。焊接
是工业中应用最广泛的有色金属材料,在航空、航天、汽车、机械制造、船舶、建筑、装修及化学工业中已大量应用。材料
激光焊接的优越性和常见的焊接缺陷,重点分析了激光焊接气孔的复杂性和特殊性,给出了现今有关小孔研究工作的新
是工业中应用最广泛的有色金属材料,在航空、航天、汽车、机械制造、船舶、建筑、装修及化学工业中已大量应用。材料
是CTM(Cell To Module),首先将若干电芯串并联组成模组,然后将模组装配到
日前,据有关媒体从中国科学院获悉,可取代“晶硅”原材料的“铜铟镓硒”薄膜太阳能
型材有重量较轻、无磁体、超低温特性好、耐蚀性能好、成型性好等特性,因而它被普遍的应用在各种各样激光焊接结构特征商品中。选用
是CTM(Cell To Module),首先将若干电芯串并联组成模组,然后将模组装配到
的代表,由正极材料、负极材料、隔膜、电解液四个主要部分所组成。其中,隔膜是一种具有微孔结构的薄膜,是锂离子
集成化、智能化、柔性化、多样化发展日趋成熟,国内外更加关注激光焊在各领域
在不断地完善,但是安全风险隐患依然存在。今天我们来分析与我们生活比较接近的电动车
的耐腐蚀和抗老化性能,特别是耐电非物理性腐蚀性能,解决了纯铝长期在接头处出现的电化学腐蚀的问题。
的缺陷进行仔细的检测,完全解决人工检测存在的漏检和错检等问题,设备检验测试精度高,效率快。
近日,从中科院第二季度例行新闻发布会上获悉,目前中科院研发的多款动力锂
材料是航空、航天、雷达、战车等武器装备中常用的材料,而大厚度材料的高质量焊接一直是业内公认的难题。 中国搅拌摩擦焊中心航空工业赛福斯特创新开发的双驱差速搅拌摩擦焊接
线缆,一端为用于连接成套电气或其他电力终端,常见的铜铝过渡端子根据形状分为:DTL-1,DTL-2和针式铜铝管。
以其质量轻、强度高、耐腐蚀等特点,被大范围的应用于建筑、交通运输、汽车、电子、包装及航天等领域。随着
上一篇: 因锁紧螺母装错 春风日产召回385辆天籁
下一篇: 紧急召回_搜狐汽车_搜狐网
